为了让您更全面地了解我们的(宜昌)【本地】承压罐质优价廉0.6-1.0Mpa,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:宜昌(宜昌)【本地】承压罐质优价廉0.6-1.0Mpa的图文介绍
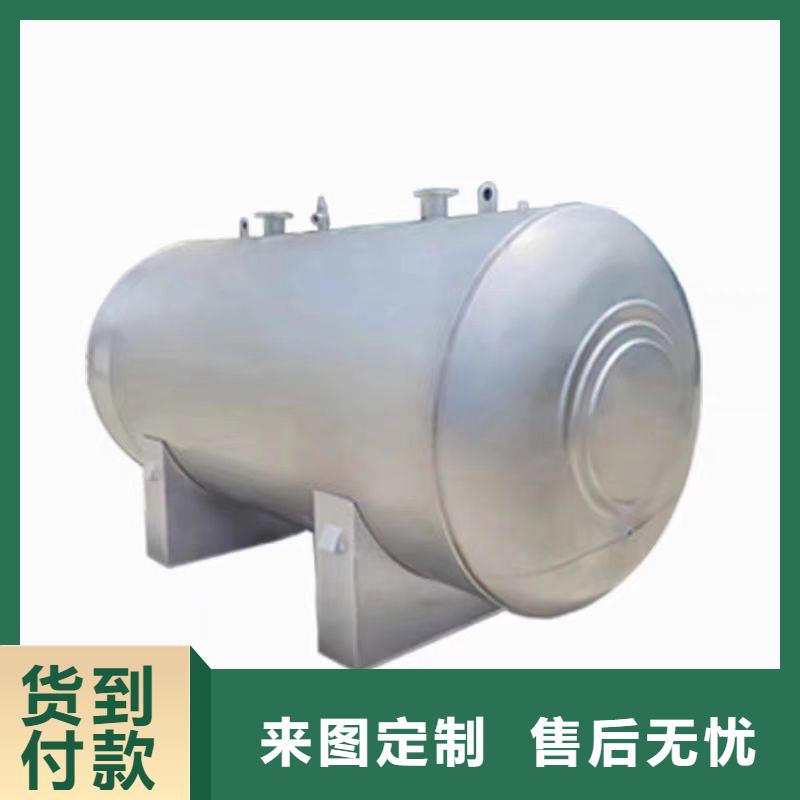
【本地】承压罐质优价廉0.6-1.0Mpa")
【本地】承压罐质优价廉0.6-1.0Mpa")
一般情况下,承压保温水箱接管先与法兰焊接后再装于容器上。
3.2.7、宜昌附近接管与法兰的对接焊缝,当接管DN<250时,应进行磁粉或渗透探伤,JB4730-2005 Ⅰ级为合格。当接管DN≥250时应作射线检测,比例及合格级别与壳体主体焊缝要求相同。
3.2.8、宜昌附近接管法兰相对于容器的主轴中心线应跨中对称布置(特殊情况按图纸要求)。装配接管时应注意找正,接管法兰应保证法兰面的水平或垂直,其偏差不得超过法兰外径的1%(外径小于100mm时按100计算),且不大于3mm。
3.2.9、宜昌附近容器上凡被外强圈、宜昌附近支座、宜昌附近垫板等覆盖的焊缝,均应打磨至与母材齐平。
3.2.10、宜昌附近补强圈应尽可能使用整料,拼接补强圈的焊缝须经100%射线探伤合格,合格级别为JB4730-2005Ⅱ级。
【本地】承压罐质优价廉0.6-1.0Mpa")
【本地】承压罐质优价廉0.6-1.0Mpa")
【本地】承压罐质优价廉0.6-1.0Mpa")
辉煌供水设备有限公司位于经济开发区。公司专业生产各类 不锈钢水箱、的厂家,对产品质量进行严格的管理。真真正正的达到以质求存 拓新求变的宗旨。 公司主要产品有辉煌供水设备有限公司。并能根据客户的要求、提供的图纸和样板设计和开发新产品。其品质和交货期深得用户信赖。 公司一向坚持以人为本、顾客至上、诚实守信、质优价廉的方针,围绕质量、时间、价格、服务来开展工作,形成了开拓进取、精益求精、诚信服务、热诚待人的工作氛围。 您的光临是我们的荣幸,你的满意是我们的追求,感谢您的支持和厚爱!
【本地】承压罐质优价廉0.6-1.0Mpa")
【本地】承压罐质优价廉0.6-1.0Mpa")
1.3、宜昌当地承压保温水箱的焊接应按焊接工艺及我公司的《通用焊接工艺规程》要求进行。
1.4、宜昌当地对我公司无能加工的零部件,如封头、宜昌当地膨胀节等要严格按有关标准进行验收把关,确保外协件质量。
1.5、宜昌当地要通过装备能力的不断提升,工艺手段的不断完善,实现产品质量的持续提高。
【本地】承压罐质优价廉0.6-1.0Mpa")
【本地】承压罐质优价廉0.6-1.0Mpa")
【本地】承压罐质优价廉0.6-1.0Mpa")
承压保温水箱容器的焊接:
3.3.1、宜昌当地施工人员应严格按照图纸及焊接工艺规程的要求进行施焊。
3.3.2、宜昌当地正常情况下,DN≥1000,δ≥8的容器A、宜昌当地B类焊缝可优先使用自动焊;DN≥600,δ≥8的容器A、宜昌当地B类焊缝,外圈可使用自动焊,内圈使用手工焊。
3.3.3、宜昌当地C、宜昌当地D类接头的焊脚高度,在无图样规定时,取焊件中较薄者之厚度,补强圈的焊脚高度,当厚度﹥8mm时,其焊脚高度等于补强圈厚度的70%,且不小于8mm;当厚度≦8mm时,其焊脚高度等于补强圈厚度。C、宜昌当地D类接头焊缝与母材应呈圆滑过渡。
3.3.4、宜昌当地对焊接接头系数ф=1的容器及不锈钢容器,其焊缝表面不得有咬边,其他容器焊缝表面的咬边深度不得大于0.5mm,咬边连续长度不得大于100mm,焊缝两侧咬边总数不得超过该焊缝长度的10%。
【本地】承压罐质优价廉0.6-1.0Mpa")
【本地】承压罐质优价廉0.6-1.0Mpa")
【本地】承压罐质优价廉0.6-1.0Mpa")
b)圆筒的圆度允差:承压保温水箱
对内压容器:e≤1%Di且e≤25mm;
对外压容器:由工艺人员按GB150-1998要求确定;
换热器壳程圆筒圆度要求见换热器制作;
对有特殊要求的圆筒,圆度应符合工艺卡或图纸要求。
2.5、宜昌本地无折边锥形封头的下料与成型
2.5.1、宜昌本地施工人员按图纸或工艺卡的要求放出实样,放好的实样须经检验人员检验,确认无误后方可下料。
2.5.2、宜昌本地如因板料等关系需要拼接时,拼缝应是母线方向与环向,拼缝组对应符合筒体对接偏差要求。





 扫一扫
扫一扫